- 新ManBetX万博中国官方网站商标分类45大类明细表
- 新ManBetX万博冲床自动送料装置机械结构设计说明
- 新ManBetX万博冲床自动送料机构设计docx
- 新ManBetX万博中国官方网站中国纸包装行业市场调研及“十四五”发展趋势研究报
联系人: 王经理
手机: 13826972578
电话: 0769-83917255
邮箱: manbetx@126.com
地址: 东莞市常平镇东莞市常平镇卢屋村三联南路91号
新ManBetX万博冲床自动送料装置机械结构设计说明
五金1、. word 版本. 冲床自动送料装置机械结构设计冲床自动送料装置机械结构设计 目 录 中文摘要.I 英文摘要.II 第 1 章 引言.1 1.1 我国冲压设备与送料装置的现状及课题研究的实际意义 .1 1.2 课题研究的相关背景 .3 1.3 数控机床与自动送料技术的国外发展概况及发展趋势 .3 1.3.1 数控机床的产生 .3 1.3.2 计算机数控的发展 .3 1.3.3 冲压设备及自动送料装置的发展方向 .4 1.4 课题研究的任务及达到的预期目标 .5 第 2 章 系统的总体设计.6 2.1 自动送料装置的平面图 .6 2.2 供料方案分析 .6 2.3 控制系统设计 .7 2.3.1 控制系统的硬件设计.7 2.3.2 控制系统的软件设计 .8 第 3 章 冲床自动送料机构组件丝杠的设计.9 3.1 计算选定编号 .10 3.1.1 导程 .10 3.1.2 平均转速 .10 3.1.3 平均载荷 .10 . word 版本. 3.1.4 时间寿命与回转寿命 .11 3.1.5 额定动载荷 .11 3.1.6 预紧载荷 .11 3.1.7 丝杠螺纹长度 .11 3.2 丝杠
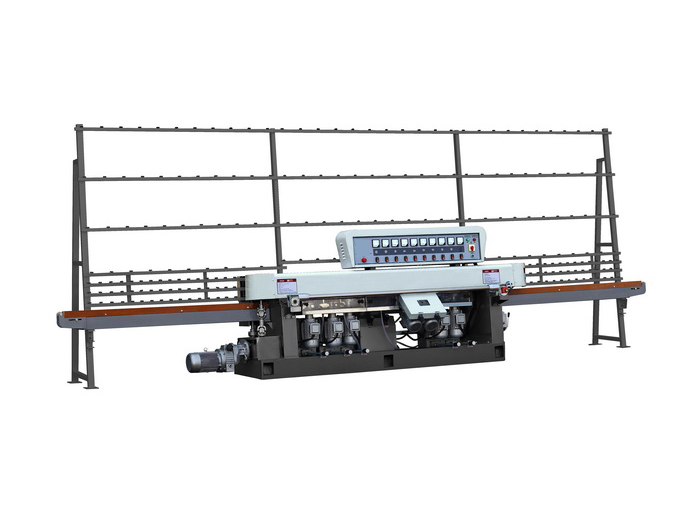
3、多专用设备的本体和母机,用于筛网、垫网、防护罩等 的冲剪加工.常规冲压机主体有两种主要形式曲柄冲压机和液压冲床.曲柄冲压机是由 曲柄滑块机构的主传动带动滑块上下运动,由固装于滑块上的成形器(或模具或刀具)对 来料实施冲制.来料一般为钢带或板料,每一冲压循环完成一次加工.冲压加工的主要特 点是:无废料或少废料;出率高;被冲制的零件/器件的整体强度高。 冲压成形的冲压件具有重量轻、厚度薄、刚性好和质量稳定等一系列优点,冲压 设备被广泛使用。但由于传统的冲床控制采用接触器、继电器控制,手工送料的方式, 所以往往存在着效率低、速度慢、精度不能保证、安全存在隐患等方面的一系列问题, 虽然购置新的数控设备可以解决这一问题,但往往资金投入较大,小型企业难以承受, 若能在保留原有机床的基本功能基础上,对其进行适当的改造与改进,不失为一种好 的方法。一方面可以节约资金,另一方面也不会使原来的机床闲置浪费,基于此种思 想,对冲床进行了全面改造,本文对设计的详细过程进行了全面的论述新ManBetX万博。 设计主要包含了两方面容:即原有控制系统的改造与自动送料装置的研制。设计思想是:利 用接近开关检测冲头的位置,采集的信息经处理
4、后馈送到 PLC ,PLC 通过 程序控制放料电机、喂料步进电机带动机械传动装置与吹风阀协调工作,从而完成 “放料喂料冲模吹风”这一系列动作新ManBetX万博,并借助于触摸屏完成相应参数的显示与 选择,运动的启动、停止等控制操作,最后把相关信息再馈送到中央控制室,借助于 PC 机完成系统的监控。 . word 版本. 本论文在容安排上首先介绍了题目的来源与意义及其相关的背景;系统方案的 确定、总体的组成、设计思想与理论依据等;系统经调试自运行以来,无论是在稳定性、 可靠性方面,还是在系统的精度与效率方面都有了很大的提高,同时节约了成本,降 低了操作人员的劳动强度与人身危险系数,使系统的自动化、现代化程度大大提高, 具体实施有较高的参考与使用价值,在同行业中有一定的推广与应用的实际意义。 近年来,一些高新技术产品的出现,要求冲制微型元件,由之带来了冲床的小型化. 传统冲床速度低、精度差、特性硬等方面的问题在设备小型化后显得十分突出,所以冲 床小型化后的创新设计或改进设计变得重要目前,德国产的一种冲剪膨胀金属网的小 型冲床(SP350 型)的最高速度可达 1600 次/min,产同类冲床的速度也
5、在 500 次/min 以 上而我国用于同样目的的机械给料式最小型冲床的最高冲剪速度只有 180 次 /min针对这一问题,通过多方案的分析,遴选,采用了机电结合的自动步进供料方案, 使得改造后的冲剪机的加工速度大大提高.实际应用表明,该机的加工速度的提高并没 有降低机器的进料精度和加工精度为提高工作效率和产品质量,对原有生产过程进行 深入了解,根据产品需要用冲床冲制成型,成品与废料分离、码料。整个工艺过程均为 人工操作,工作效率低,劳动强度大,废品率高,工人操作安全很难保障。鉴于此生产现 状,课题组结合厂家已有设备:冲床、涂漆机,设计、制造一套全自动生产线,该生产线 不需要将卷料剪切,上卷后直接连续生产,实现储料、步进送料、冲制一体化功能。 冲压成形是一种塑性加工方法,因冲压件具有重量轻、厚度薄、刚性好和质量稳 定的特点,所以冲压设备被广泛使用,其中钣金件的 90%是靠冲压成形。冲压成形作为 一门古老而又年轻的制造技术,几乎渗透到国民经济的每一个部门。冲压制件无论在 汽车制造业、农业机械、动力机械、建筑机械、化工机械、精密机械、仪器仪表、医 疗器械、日用五金等等,还是在航空航天、军事
6、兵器等各个门类,都占据着相当重要 的地位。冲床是属于点位控制机床,在中间行程中不进行加工,由于一般加工产品单 一,模具不经常进行更换,所以在传统的冲床控制中一般采用继电器控制,送料一般 采用手工送料,但此种方式存在着效率低、速度慢、精度不能保证、安全存在隐患等 方面的一系列问题。而在我国的乡镇企业、企业,由于受资金管理等方面的限制, 简易式冲压设备使用较多,其送料绝大多数是靠人工手动送料,且缺乏保护装置, “效 率低,劳动强度大”是这些厂矿显著的特点。我们注意到,在这些企业里的冲压设备 操作人员中,大多数人员都没有经过正规培训,并且在使用中违反操作规程或长期疲 劳操作时有发生,因此给操作者带来了较大的安全隐患,具不完全统计,全国每年因 冲压造成的事故高达 100 多起,严重的造成手断臂折成为终生残疾。 随着市场经济的发展,国、国际市场竞争日益激烈,产品更新更为迅速,尤其是 随着工业的发展,冲压制件类型、工艺、外形越来越复杂,精度要求越来越高,传统 的冲床己经不能满足要求,数控冲床应运而生。数控冲床自动化的最终目标就是:尽可 能的减少人的直接参与,最大限度地降低操作人员的劳动强度。冲
7、压生产自动化具体 . word 版本. 来说主要是指包括材料供给、制品及废料的排出、模具更换、冲床的调整与运转、冲 压过程异常状况的监视等作业过程的自动化,将这些技术应用到冲压生产流水线的相 应环节从而实现冲压生产过程的自动化。 近年来,由于计算机控制技术、检测技术及电力电子技术的发展进步,交流伺服 技术越来越多的应用到冲压生产领域,使得冲压生产自动化、智能化、柔性化的水平 大大提高,但作为数控冲床的辅助装置自动送料机构,一直没有得到应有的重视。 自动送料机构作为冲压加工生产实现自动化的最基本的要求,它的自动化程度高低, 直接影响着冲压生产效率、生产节拍以及冲压生产整体自动化水平,只有其自动化程 度与冲压设备相匹配甚至高于冲压设备,才能够实现冲压生产的完全自动化。因此, 在发展冲压成形设备的同时,给予送料机构足够的重视和研究是有着其实际的意义。 1.2 课题研究的相关背景 冲压生产的自动化,手工送料逐步由自动送料机构所取代,从而进一步满足冲压 生产自动化,大幅度提高生产节拍、生产质量,己是“大势所趋” ,但结合我国的实际 国情及生产设备的现状,传统的冲压设备在相当长的一段时间里可能还要
8、进行“服役” , 要完全实现自动化可能还要有很长的一段路要走。获得自动化数控生产的能力可以通 过购买新设备及对旧设备进行更新改造,但购买新数控设备所需资金投入较大,淘汰 替换下来的机床不但占用空间,同时也是资源上的一种浪费,尤其是在在资金短缺的 情况下,通过对旧设备的改造获得数控加工能力不失为一种有效的途径新ManBetX万博,一方面可以 节约资金,另一方面可以将废旧闲置的设备进行充分的利用.为了保证工人的人身安全, 提高生产效率和产品精度,我们对冲压机自动化送料系统进行了研制,在不对原设备 进行“根本性”改造的前提下,使铝箔板件的冲压实现了自动化。我们本着节约资金、 降低成本,提高生产效率,保障人身安全的科学人性化管理的方针,对冲床进行了数 控改造和送料机构的研制。 1.3 数控机床与自动送料技术的国外发展概况及发展趋势 1.3.1 数控机床的产生 机械产品日趋精密、复杂,改型也日益频繁,对机床的性能、精度、自动化程度 等提出了越来越高的要求。在机械制造工业中,单件、小批量生产的零件约占机械加 工总量的 70%80%。为满足多品种、小批量,特别是结构复杂、精度要求高的零件的 自动化生产,迫切需要一种灵活
9、的、通用的、能够适于产品频繁变化的“柔性”自动 化机床,在此背景下,数控机床应运而生。 . word 版本. 1.3.21.3.2 计算机数控的发展计算机数控的发展 世界上的第一台数控机床是由美国在五十年发研制的,使用电子管元件,体 积庞大。到六十年代,由于半导体晶体管的开发与应用,数控系统的可靠性提高、价 格下降。七十年代随着中小规模集成电路的应用并伴随着纸带传输系统的出现,大大 提高了机床的加工效率及使用的灵活性,也使数控机床日趋完善。八十年代以来,微 处理器的发展与应用,数控技术也迎来了计算机数字控制(CNC)时代,随着微处理器的 运算速度的不断提高,数控机床的功能和应用围也在不断的发展与扩大。数控装置先 后经历了电子管(1925 年)、晶体管(1959 年)、小规模集成电路(1956 年)、大规模集成 电路及小型计算机(1970 年)和微处理机或微型计算机(1974 年)等五代数控系统。前三 代属于采用专用控制计算机的硬接线(硬件)数控装置,一般称为 CNC 数控装置。第四 代数控系统出现了采用小型计算机代替专用硬件控制计算机,这种数控系统称为计算 机数控系统(CNC)。自
10、 1974 年开始,以微处理机为核心的数控装置得到迅速发展。 我国从 1958 年开始研制数控机床,自 20 世纪 60 年代中期进入实用阶段,80 年代 开始,引进日本、美国、德国等国外著名数控系统和伺服系统制造商的技术,使我国 数控系统在性能、可靠性等方面得到了迅速发展。经过“六五” 、 “七五” 、 “八五”及 “九五”科技攻关,我国己掌握了现代数控技术的核心容。目前我国已有数控系统(含 主轴与进给驱动单元)生产企业五十多家,数控机床生产企业百余家。 1.3.3 冲压设备及自动送料装置的发展方向 随着电子、计算机、自动控制以及精密机械与测试技术的不断提高和发展,数控 冲压设备与自动送料装置也在随着数控机床的发展而在迅速发展和演变。概括起来主 要表现在以下一些方面: 1高精度化 当代工业产品对精度的要求越来越高,很多精密零件的误差围要求在微米以,与 之相适应,在计算机技术发展的推动下,各种加工精度补偿技术得到了应用和发展, 机床结构材料也开始普遍采用各种性能稳定、温度影响小的新型材料,如:花岗岩、精 密瓷等,使得数控机床的各项精度越来越高。作为数控自动化的辅助装置,自动送料 装置的
《冲床自动送料装置机械结构设计说明》由会员l****分享,可在线阅读,更多相关《冲床自动送料装置机械结构设计说明》请在金锄头文库上搜索。
+ 2、如你看到网页展示的文档有印,是因预览和防盗链等技术需要对部份页面进行转换压缩成图而已,我们并不对上传的文档进行任何编辑或修改,文档下载后都不会有水印标识,下载后原文更清晰;
+ 3、所有的PPT和DOC文档都被视为“模板”,允许上传人保留章节、目录结构的情况下删减部份的内容;下载前须认真查看,确认无误后再购买;
+ 4、文档大部份都是可以预览的,金锄头文库作为内容存储提供商,无法对各卖家所售文档的真实性、完整性、准确性以及专业性等问题提供审核和保证,请慎重购买;
+ 5、文档的总页数、文档格式和文档大小以系统显示为准(内容中显示的页数不一定正确),网站客服只以系统显示的页数、文件格式、文档大小作为仲裁依据;新ManBetX万博冲床自动送料装置机械结构设计说明