- 新ManBetX万博新联电子2024年上半年营收343亿元同比增长23%
- 新ManBetX万博中国官方网站全自动冲孔机-机床行业百科-机床商务网
- 新ManBetX万博中国官方网站15L发动机6个油德系时尚小型SUV斯柯达柯米克
- 新ManBetX万博中国官方网站小型机械冲压机厂家
联系人: 王经理
手机: 13826972578
电话: 0769-83917255
邮箱: manbetx@126.com
地址: 东莞市常平镇东莞市常平镇卢屋村三联南路91号
新ManBetX万博中国官方网站全自动冲孔机-机床行业百科-机床商务网
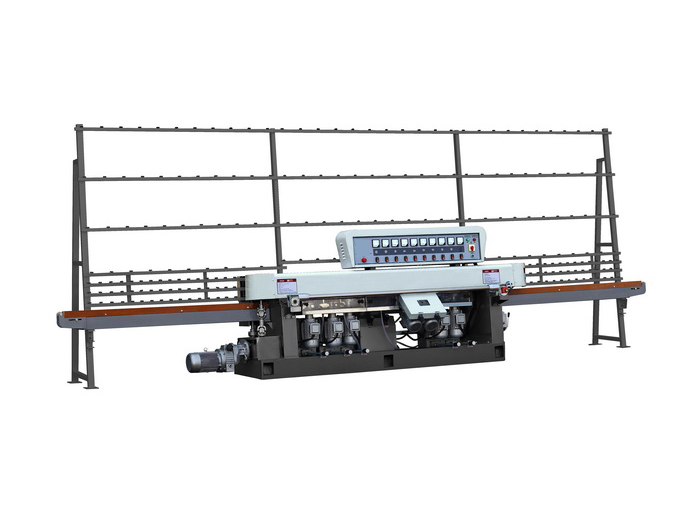
五金全自动冲孔机是用于控制轴承保持架冲窗孔加工的设备。由两部分组成:冲孔模具(与冲床连接)和电子控制系统。控制系统由微机控制部分、光电输入电路、电磁铁控制电路、显示电路、步进电机驱动电路等五部分组成。
(1)适用于标牌铭板IMD IML薄膜开关菲林FPC软性线)采用工学设计,精密载体搭配数位精密运动控制;
(3)机械采用直看直冲结构,无需2次移位,上下模永远保持在同一直线运行,误差小,速度快,孔壁光滑无残留,模具寿命大大提高;
(5)运用HCF二维镜像综合处理系统,影像处理小解析度达0.1 PIXEL,瞬间准确快速的找出靶标中心(可加工任意孔形)具备二次扫描及残缺图形二维物理补偿功能.即使在靶形残缺变形时也能的冲孔;
全自动冲孔机系统在统一时钟脉冲的控制下完成各种功能,当启动开关闭合后,程序使气夹电磁通电,并由 CPU 输出数个脉冲,经驱动电路按要求使步进电机旋转某一角度,然后电机自锁,这称为寻零过程,从而消除了机械传动间隙误差。寻零后,吸合执行电磁铁,随即冲头下落。当冲头离开工作时,固定在冲床上的光电头给出冲头离位信号,此时通过微机再次使步进电机旋转一确定角度,再等待冲头二次下落,如此重复上述过程,便可实现所需孔数的连续冲孔加工过程。显示器随时显示即时孔数。当冲完一个孔后,工件数累加进一新ManBetX万博,孔数复位为零,并给出声响报警信号。
本成果可实现10~60孔的轴承保持架的冲窗孔加工。具有连续冲孔和单发点射冲孔的功能,能一次连续地完成一个工件的冲孔加工,也可单发加工工件上的某一孔位。冲孔频率为 0~130次/min,若孔数超过20孔,频率可达240 次/min。可连续工作24h。 本成果为国内研发的用微机控制自动分度的高精度加工轴承保持架窗孔的设备。其等分精度≤0.1 mm,达到国际同类产品水平。应用该成果可大大提高生产效率、减轻劳动强度、延长模具寿命、节省工时、提高成品率,其经济效益和社会效益显著。
传统的保险管帽孔的冲制是:由工人将工件一件一件放置在冲孔模具上,然后冲压机动作完成冲孔,工人再取出工件。该法结构简单,但效率低,成本高,易发生事故。厦门某公司委托设计、加工制造 一台全自动冲孔机,该机要求能在外径为3.59mm,壁厚0.2mm的保险管帽(如图1所示)上自动冲出0.8mm的小孔,孔对零件中心的偏差不能超过0.01mm,且每秒冲3件。
全自动冲孔机的机械结构简图(如图2所示)。系统的工作原理简述如下:启动电源开关,系统带电:(1)先启动振动料斗开关,振动料斗1开始振动送料,经过料斗斜槽2后进入料嘴。料嘴与分度盘5的料槽相连,来料(保险管帽)恰好每次只有一个进入分度盘料槽。(2)启动调节冲孔开关,电机10开始转动。通过联轴器11,主轴12带动偏心轮15和锥齿轮16旋转。此时运动分两部分:a.偏心轮15带动轴承座13,轴承14,模具7的上模部分运动,当冲孔时,偏心轮给予向前的位移,模具卸料板内的弹簧压缩,凸模6完成冲孔;当卸料时,卸料板内弹簧伸长,凸模向后运动,卸料板卸掉已冲好的保险管帽。b.两锥齿轮啮合改变运动方向,轴17旋转。轴17带动不*主动齿轮3,不*从动齿轮4和固定在不*从动齿轮4上的分度盘5作旋转运动。主轴旋转一周,不*从动齿轮转1/4周,这样可以把振动料斗出来的有序料一个一个地送到凹模上。主轴旋转一周冲一个保险管帽,从而实现自动冲孔。
(1)采用不*齿轮机构(如图3所示)作为间隙运动机构,当主动齿轮1转一周时,从动齿轮2转四分之一周,从动齿轮每转停歇四次。当从动齿轮停歇时,主动齿轮上的锁止弧与从动齿轮上的锁止弧互相配合锁住,以保证从动齿轮停歇在锁定位置。当电机高速旋转(图3)不*齿轮机构时,主动齿轮角速度增大,从动齿轮的角速度亦增大新ManBetX万博,运转中惯性力增大,此时容易发生齿轮间卡死。为此我们在系统中增加了弹性阻尼系统(如图4所示)。
通过调节弹簧弹力大小来克服齿轮的惯性力。如需在高速下运行,齿轮的惯性力较大,则弹簧的弹力应加大,反之,则弹力应减小。 从而保证不*齿轮能够在高速中正常运行新ManBetX万博。
(2)此机构利用冲孔模具的导向作用,省去了冲床的滑块机构;因冲裁力较小,省去了冲床的飞轮机构,因而整个机构得到简化,加工方便。
架,并且考虑到从振动料斗出来的保险管帽是水平的,应而将冲孔模具水平放置即水平方向完成冲孔任务。
(5)以往的生产采用手工送料,经常送不到位,还会出现压手的公伤事故。本机构解决了压手问题,提高送料精度。
(6)以往采用的冲床功率较大,生产中耗电量大,成本较高。本机构消耗功率500W,大大节省能源,降低成本。新ManBetX万博中国官方网站全自动冲孔机-机床行业百科-机床商务网