- 新ManBetX万博纸袋机制作
- 新ManBetX万博一种用于智能车间的全自动纸袋生产线的制作方法
- 新ManBetX万博一种全自动纸袋制袋机的制作方法
- 新ManBetX万博中国官方网站“皮匠”老汤:用朋友圈守住老店
联系人: 王经理
手机: 13826972578
电话: 0769-83917255
邮箱: manbetx@126.com
地址: 东莞市常平镇东莞市常平镇卢屋村三联南路91号
新ManBetX万博一种用于智能车间的全自动纸袋生产线的制作方法
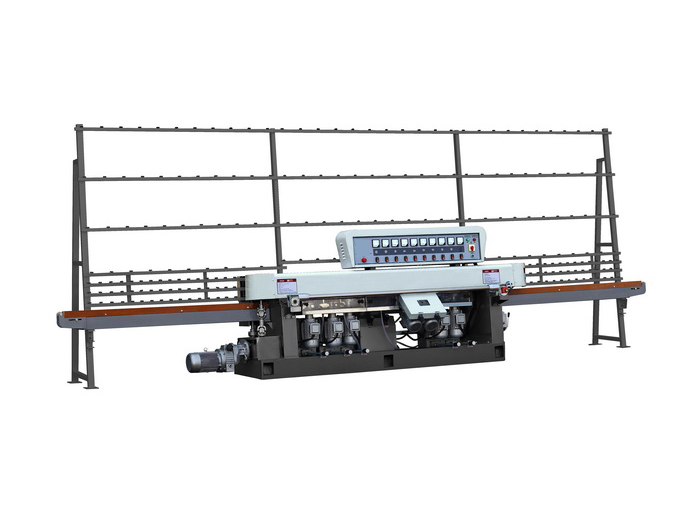
参考图1,目前的纸袋生产过程通常采用折边机将纸板对折后,通过胶水将纸板粘合形呈两端贯穿的纸套。然后将纸套的一端折叠涂胶形成封底。
目前需求在纸袋封底的过程中投入一些印有产品信息的卡片,所以需要人工将压平的纸袋撑开后,然后将卡片投入纸袋中后,折叠涂胶形成封底完成纸袋的生产。
一种用于智能车间的全自动纸袋生产线,沿纸袋输送方向依次设置有撑开组件、投卡组件、粘合组件;所述投卡组件包括投放架,所述投放架上设置有放置箱,所述放置箱的底部设置有出卡口,所述出卡口下方设置有分纸皮带,所述投放架上设置有驱动分纸皮带转动的分纸驱动件,所述出卡口侧边设置有分纸组件。
通过采用上述技术方案,首先通过撑开组件将纸袋底部侧边撑开,然后通过分纸驱动件驱动分纸皮带转动,从而使得放置箱内的卡片被分纸皮带从放置箱中送出然后经过分纸组件的限制,使得每次只排出一张卡片,掉落至撑开的纸袋中,然后再经过粘合组件将纸袋的底部侧边涂胶粘合在一起,从而完成纸袋的封装,使得纸袋的整体撑开,投卡,粘合自动完成,从而达到提高纸袋生产效率的效果。
可选的,所述撑开组件包括支架,所述支架上设置有送袋组件,所述送袋组件上方设置有前拉件和后拉件,所述前拉件包括转动设置在支架上的前拉转轴,所述前拉转轴上设置有用于勾起纸袋的挂钩,所述支架上设置有驱动前拉转轴转动的撑开驱动件。
通过采用上述技术方案,通过撑开驱动件带动前拉转轴转动,从而使得挂钩转动,进而将纸袋的侧边勾起,达到撑开纸袋一个侧边的效果。
可选的,所述后拉件包括转动设置在支架上的后拉转轴,所述后拉转轴上设置有用于吸附纸袋的吸盘,所述撑开驱动件驱动后拉转轴与前拉转轴同步转动。
通过采用上述技术方案,通过撑开驱动件驱动前拉转轴和后拉转轴绕同一转动方向转动,从而使得挂钩将纸袋的侧边勾起,同时吸盘将纸袋底壁的另一侧边吸住,当送袋组件带动纸袋向前移动的同时,使得纸袋的底部的侧边被拉起撑开,从而达到自动撑开纸袋侧边的效果。
可选的,所述送袋组件包括设置在支架上的送袋皮带,所述支架上设置有驱动送袋皮带转动的送袋驱动件,所述送袋皮带上方设置有压紧组件。
通过采用上述技术方案,通过送袋驱动件带动送袋皮带转动,从而达到输送纸袋的效果;同时压紧组件的设置减少了吸盘吸住纸袋,送袋皮带上的摩擦力不能将纸袋从吸盘上脱离的情况。
可选的,所述分纸组件包括设置在分投放架上的导向轨新ManBetX万博,所述导向轨上设置有分纸板,所述投放架上设置有驱动分纸板沿导向轨移动的调节驱动件。
通过采用上述技术方案,通过调节驱动件带动分纸板沿导向轨移动,进而调节分纸板与分纸皮带之间的距离只能通过一个卡片的厚度,达到一次只送出一张卡片的效果。
通过采用上述技术方案,使得纸袋撑开的部分被夹紧在两个立盒挡板中,而不会塌落,从而便于将卡片投入纸袋中。
可选的,所述粘合组件包括粘合架,所述粘合架上设置有间歇输送组件,粘合架沿远离投卡组件方向依次设置有涂胶件和折边压合件。
通过采用上述技术方案,通过间歇树输送组件将纸袋向前运输的时,先经过涂胶件对纸袋进行涂胶,然后通过折边压合件将纸袋侧边翻折压合在一起,从而完成自动封底的效果。
可选的,所述间歇输送组件包括设置在粘合架上的一对间歇带,每个所述间歇带上沿其自身周向等间距设置有若干推动块,所述粘合架上设置有驱动间歇带转动的间歇驱动件。
通过采用上述技术方案,通过间隙驱动件带动间歇带转动,从而使得推动块推动纸袋向前移动,从而使得纸袋在向前运输为等间距运输,从而使得纸袋间歇性进入涂胶件中,进行涂胶,以保证涂胶效果。
可选的,所述涂胶件包括设置在粘合架上的喷胶头,所述粘合架上设置有向喷胶头内供入胶水的供胶机。
通过采用上述技术方案,通过供胶机向喷胶头内间歇供入胶水,从而使得胶水从喷头中喷出后,涂抹在纸袋的两个侧边上。
可选的,所述折边压合件包括设置在粘合架上的两个折边板,两个折边板远离涂胶件一端设置有若干压平杆。
通过采用上述技术方案,使得纸袋向前运输的过程中受到折边板的作用下翻折,然后通过压平杆将粘合在一起的侧边压平,从而保证粘合质量。
1.首先通过撑开组件将纸袋底部侧边撑开,然后通过分纸驱动件驱动分纸皮带转动,从而使得放置箱内的卡片被分纸皮带从放置箱中送出然后经过分纸组件的限制,使得每次只排出一张卡片,掉落至撑开的纸袋中,然后再经过粘合组件将纸袋的底部侧边涂胶粘合在一起,从而完成纸袋的封装,使得纸袋的整体撑开,投卡,粘合自动完成,从而达到提高纸袋生产效率的效果。
图4是本申请实施例一种用于智能车间的全自动纸袋生产线中前拉组件、后拉组件和立盒组件的位置关系图。
附图标记说明:1、撑开组件;11、支架;12、送袋组件;121新ManBetX万博、主动滚筒;122、从动滚筒;123、送袋皮带;124、送袋驱动件;13、后拉件;131、后拉架;132、后拉转轴;133、后拉块;134、吸盘;135、后拉锁紧螺钉;14、前拉件;141、前拉架;142、前拉转轴;143、前拉块;144、挂钩;145、前拉锁紧螺钉;151、撑开电机;152、链条;16、压紧组件;161、压紧架;162、压紧气缸;163新ManBetX万博一种用于智能车间的全自动纸袋生产线的制作方法、压紧板;164、压紧滚轮;2、投卡组件;21、投放架;22、放置箱;23、分纸皮带;24、导向轨;25、分纸板;26、调节螺杆;27、第一送卡皮带27;28、第二送卡皮带;3、粘合组件;31、粘合架;32、间歇带;33、间歇驱动件;35、搭放台;36、推动块;371、接料皮带;38、涂胶件;381、涂胶架;382、喷胶头;383、供胶机;39、折边压合件;391、折边架;392、折边板;393、压边轴;394、压边轮;395、压平杆;4、立盒件;41、导向杆;42、立盒挡板;43、距离调节丝杆;44、距离调节手轮;45、压平板;5、压平组件;51、压平架;52、支撑皮带;53、支撑电机;54、压平带;55、压紧电机;56、接料台。
本申请实施例公开一种用于智能车间的全自动纸袋生产线,纸袋生产线包括沿纸袋加工方向依次设置有撑开组件1、投卡组件2和粘合组件3。
参照图2和图3,撑开组件1包括支架11,支架11上设置有输送纸袋的送袋组件12。送袋组件12包括设置在支架11上的主动滚筒121和从动滚筒122,主动滚筒121和从动滚筒122均垂直于支架11长度方向设置,主动滚筒121和从动滚筒122上套设有送袋皮带123,支架11上设置有驱动送袋皮带123转动的送袋驱动件124。送袋驱动件124为固定在支架11上的送袋电机,送袋电机的输出轴与主动滚筒121的转轴通过联轴器连接,从而使得送袋电机转动驱动送袋皮带123转动,从而达到输送纸袋的效果。
参照图3和图4,送袋皮带123的上方沿送袋皮带123转动方向依次设置有后拉件13和前拉件14。前拉件14包括固定在支架11上的前拉架141,前拉架141上设置有垂直于送袋皮带123长度方向设置的前拉转轴142,前拉转轴142通过轴承与前拉件14连接。前拉转轴142上套设有前拉块143,前拉块143上固定有两个沿送袋皮带123输送方向设置的挂钩144,前拉块143上螺接有用于将前拉块143固定在前拉转轴142上的前拉锁紧螺钉145。后拉件13包括固定在支架11上的后拉架131,后拉架131上设置有垂直于送袋皮带123长度方向设置的后拉转轴132,后拉转轴132通过轴承与后拉件13连接。后拉转轴132上套设有后拉块133,后拉块133上固定有两个吸盘134,后拉块133上螺接有用于将后拉块133固定在后拉转轴132上的后拉锁紧螺钉135。支架11上设置有驱动前拉转轴142和后拉转轴132转动的撑开驱动件。撑开驱动件包括分别设置在前拉转轴142和后拉转轴132上的链轮,前拉转轴142的链轮与后拉转轴132的链轮通过链条152传动连接,后拉架131上固定有撑开电机151,撑开电机151的输出轴与后拉转轴132固定连接,从而使得撑开电机151转动,驱动前拉转轴142和后拉转轴132绕同一转动方向转动,从而使得挂钩144将纸袋的侧边勾起,同时吸盘134将纸袋底壁的另一侧边吸住,当送袋皮带123带动纸袋向前移动的同时,使得纸袋的底部的侧边被拉起撑开。纸袋继续向前移动时,纸袋脱离吸盘134向前运输,从而完成纸袋底部的撑开过程。
参照图3和图4,通过可以通过前拉锁紧螺钉145和后拉锁紧螺钉135,调整挂钩144和吸盘134之间的相对角度,以满足不同长度包装盒的撑开过程。
参照图3和图4,为了防止吸盘134吸住纸袋,送袋皮带123上的摩擦力不能将纸袋从吸盘134上脱离,支架11上设置有压紧组件16。压紧组件16包括固定在支架11上的压紧架161,压紧架161沿送袋皮带123长度方向设置有两个竖直向下的压紧气缸162。压紧气缸162的伸缩杆固定有压紧板163,压紧板163上沿其自身长度方向等间距设置有压紧滚轮164。从而使得压紧滚轮164在压紧气缸162的作用下,压紧在送袋皮带123上,从而使得纸袋压紧在送袋皮带123上以保证送袋效果。
参照图4和图5,投卡组件2包括固定在支架11投放架21。送料皮带的上方的投放架21上固定有放置箱22,放置箱22底部开口设置,使得放置箱22底壁开口处形成出卡口。出卡口下方的投放架21上设置有倾斜向下的分纸皮带23,投放架21上设置有驱动分纸皮带23转动的分纸驱动件,分纸驱动件为固定在投放架21上的伺服电机(图中未示出),伺服电机通过带动带轮转动,从而带动分纸皮带23转动。分纸皮带23的顶面与放置箱22的底壁间歇设置,使得卡片从出卡口掉落在分纸皮带23上后被送出。放置箱22侧边的投放架21上固定有垂直于分纸皮带23设置的导向轨24,导向轨24上设置有分纸板25,投放架21上设置有驱动分纸板25沿导向轨24移动的调节驱动件。调节驱动件为通过转轴连接在投放架21上的调节螺杆26,调节螺杆26与分纸板25螺接,通过转动调节螺杆26,进而带动分纸板25沿导向轨24移动,进而调节分纸板25与分纸皮带23之间的距离只能通过一个卡片的厚度,达到一次只送出一张卡片的效果。分纸皮带23输送方向的末端设置有送卡件。送卡件包括设置在投放架21上的第一送卡皮带27和第二送卡皮带28。第一送卡皮带27和第二送卡皮带28贴合设置,且投放架21上设置有驱动第一送卡皮带27和第二送卡皮带28啮合转动的送卡驱动件,送卡驱动件为两个联动的伺服电机分别带动起第一送卡皮带27和第二送卡皮带28转动。从而使得卡片被分纸皮带23送入第一送卡皮带27和第二送卡皮带28中被送出,从而使得卡片具有一定速度和角度被送出。
参照图4和图5,送卡件出卡端的下方支架11上设置有立盒件4。立盒件4固定在支架11上的两个导向杆41,两个导向杆41上设置在送袋纸袋上方且沿垂直于送袋皮带123长度方向设置。两个导向杆41上套设有两个立盒挡板42。使得纸袋撑开的部分被夹紧在两个立盒挡板42中,而不会塌落,从而便于将卡片投入纸袋中。支架11上设置有两个分别驱动两个立盒挡板42沿导向杆41移动的距离调节件。距离调节件包括设置在支架11上的距离调节丝杆43,立盒挡板42与距离调节丝杆43螺接新ManBetX万博,距离调节丝杆43长度方向一端固定有距离调节手轮44,通过转动距离调节手轮44,从而调节两个立盒挡板42之间的距离,以满足不同宽度纸袋立盒需求。
参照图4和图5,两个立盒挡板42靠近粘合组件3一端均固定有压平板45,两个压平板45均相对向外翻折,使得纸袋被撑开部分被压平。
参照图2和图6,粘合组件3包括粘合架31,粘合架31上固定有供纸袋搭放的搭放台35。搭放台35沿其自身长度方向的两侧均设置有间歇带32,间歇带32通过带轮与粘合架31连接,支架11上固定有用于驱动间歇带32转动的间歇驱动件33。间歇驱动件33为固定在焊合架上的间歇电机,间歇电机通过带动间歇带32的带轮转动,从而带动间歇带32转动。间歇带32的顶面低于搭放台35上顶面,间歇带32上沿其自身周向等间距固定有若干推动块36,推动块36突出于搭放台35,从而使得纸袋落在搭放台35上后,只能通过推动块36推动,从而向前移动。
参照图6,两个间歇带32之间设置有辅助输送件,辅助送料件设置在靠近送袋组件一侧。辅助输送件设置粘合架31上的接料皮带371,接料皮带371上的上顶面突出于搭放台35上顶面,从而使得纸袋送至接料台56上后,纸袋掉落在接料皮带371上。粘合台上设置有驱动接料皮带371转动的接料电机(图中未示出),通过接料电机带动接料皮带371的带轮转动,从而使得接料皮带371转动的效果。接料皮带371将纸袋输送至搭放台35上后停止,然后通过等间歇皮带将纸板等间距输出。接料皮带371的设置,用于减少纸袋从送袋皮带123送出后,能够准确被送至间歇皮带上,从而保证纸袋输送的正常性。
参照图6,粘合架31上沿纸袋输送方向依次设置有涂胶件38和折边压合件39。涂胶件38包括固定在粘合架31上的涂胶架381,涂胶架381上固定有两个竖直向下的喷胶头382,每个喷胶头382均通过管道连接有供胶机383。通过供胶机383向喷胶头382内间歇供入胶水,从而使得胶水从喷头中喷出后,涂抹在纸袋的两个侧边上。
参照图7和图8,折边压合件39包括固定在粘合架31上的折边架391,折边架391上固定有两个折边板392,两个折边板392沿间歇皮带输送方向设置。两个折边板392沿间歇带32输送方向向内扭曲组件变平,从而使得纸袋的侧边被压合在一起,因为纸袋底部的侧边已经涂抹胶水,从而使得纸袋的两侧侧边被压合粘接固定在一起。折边板392远离涂胶件38一端设置有压边轴393,压边轴393沿垂直于间歇带32长度方向设置,且压边轴393上通过轴承连接有两个压边轮394,使得纸袋经过压边轮394时被压紧,从而保证压紧质量。压边轮394远离支架11一侧等间距设置有若干压平杆395,压平杆395的转轴与粘合架31通过轴承连接,从而使得纸袋底部粘合部分被全部压平,从而保证粘合质量。
参照图6和图8,间歇皮带的输送方向末端设置有压平组件5,压平组件5包括压平架51,压平架51上设置有支撑皮带52,支撑皮带52通过带轮转动设置在压平架51上,且支撑皮带52的上顶面低于间歇皮带的上顶面,从而纸袋掉落在支撑皮带52上。压平架51上固定有驱动支撑皮带52转动的支撑电机53,支撑电机53带动支撑皮带52转动,进而带动纸袋移动。支撑皮带52上方压平架51上设置有压平带54,压平带54通过带轮连接在压平架51上,压平架51上固定有驱动压平带54与支撑皮带52啮合转动的压紧电机55。从而使得纸袋整体进入支撑皮带52和压平带54之中,被压紧定型。支撑皮带52输送方向的末端设置有接料台56,用于堆积成型的纸袋。
本申请实施例一种用于智能车间的全自动纸袋生产线的实施原理为,将纸袋放置在送袋皮带123上向前运输,在运输过程中先通过撑开组件1将纸袋底部侧边撑开。然后通过投卡组件2将卡片投入纸袋中。然后再经过粘合组件3将纸袋的底部侧边涂胶粘合在一起,从而完成纸袋的封装,使得纸袋的整体撑开,投卡,粘合自动完成,从而达到提高纸袋生产效率的效果。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。